The Ultimate Guide to High-Tension Polyester Screen Printing Mesh: Maximizing Stencil Life and Print Precision
Your stencils are only as reliable as the fabric supporting them. Investing in high-performance polyester screen printing mesh minimizes downtime from torn screens, reduces registration adjustments during extended runs, and ensures clean ink depositioIn high-precision industrial printing, your mesh is not just a fabric—it is the foundation of your entire deposit control system. Whether you are printing intricate multi-layer printed circuit boards (PCBs), solar panels, automotive glass, or high-density textiles, the stability of your stencil dictates your yield rates.
As electronics become smaller and textile graphics become more complex, traditional screen materials often fail under the pressure of high-speed automatic presses. This is where polyester screen printing mesh has become the global industry standard.
But not all polyester meshes are manufactured equal. Premature tension loss, thread snapping during stretching, and inconsistent mesh openings can stall production lines and inflate your scrap costs. This comprehensive guide breaks down the science of choosing, stretching, and optimizing monofilament polyester printing mesh to bulletproof your production, featuring the engineering benchmarks set by Macrokun Mesh.
1. Why Monofilament Polyester? The Material Science Behind the Mesh
Modern screen printing demands stencils that can withstand immense mechanical stress while maintaining micron-level dimensional stability. Monofilament polyester (polyethylene terephthalate, or PET) has outpaced nylon and stainless steel in mainstream applications due to its perfectly balanced physical properties.
-
High Tensile Strength & Low Elongation: High-quality polyester mesh allows for ultra-high stretching limits (measured in Newtons per centimeter, or N/cm) without structural deformation. Once stretched, it undergoes minimal dynamic loss (tension relaxation), ensuring consistent register control across a 10,000-print run.
-
Excellent Chemical and Abrasion Resistance: Industrial inks, solvents, UV blockers, and aggressive screen reclaimers can degrade inferior fabrics. Monofilament PET resists acids, organic solvents, and friction from polyurethane squeegees.
-
Flawless Ink Passage: Unlike multifilament threads that trap ink particles, monofilament threads feature a perfectly smooth cylindrical surface. This reduces friction, prevents screen clogging (blocking), and allows for easy cleaning and reclaiming.
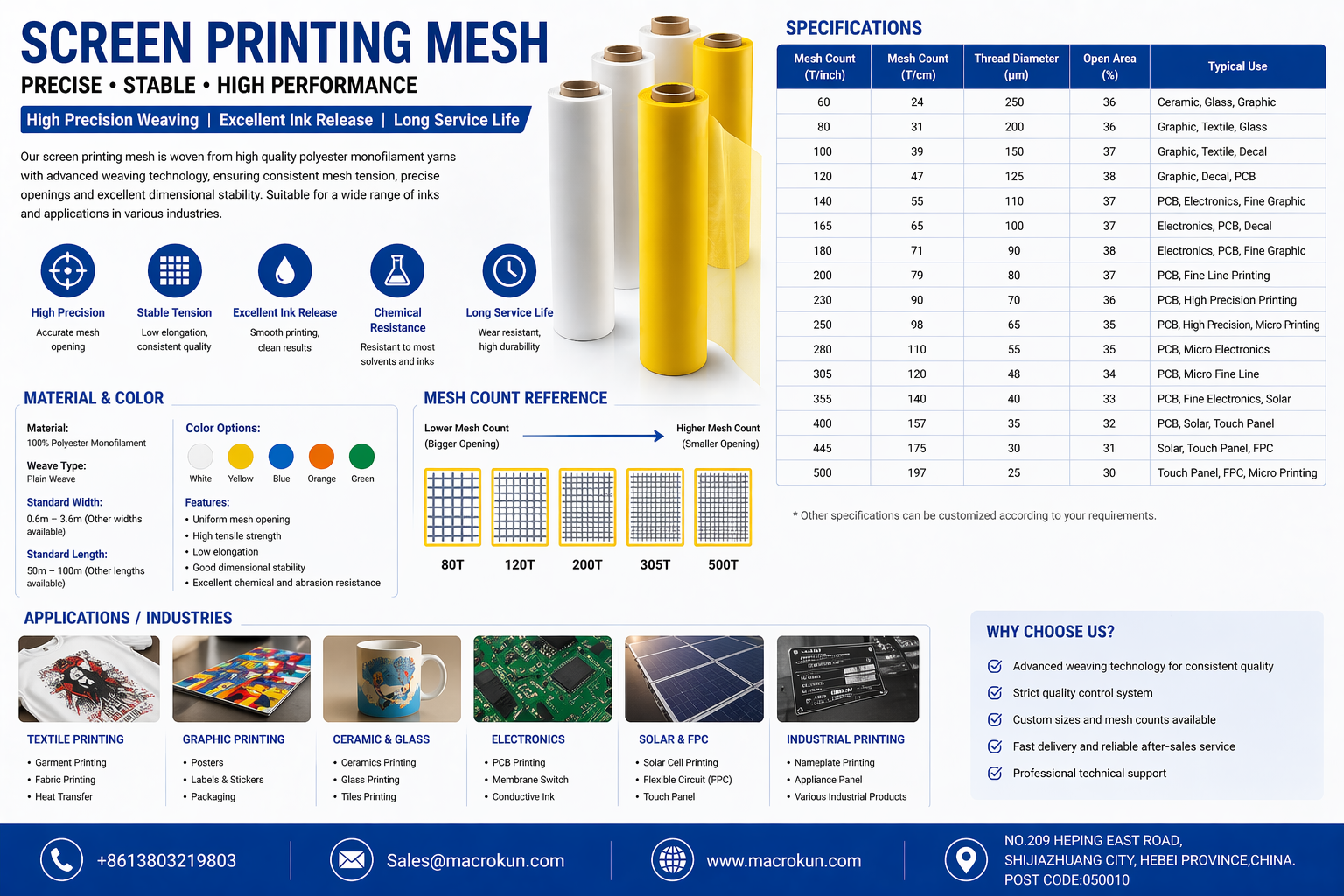
2. Deciphering the Specs: Mesh Count, Thread Diameter, and Open Area
Selecting the right polyester screen printing mesh requires balancing three interconnected variables: Mesh Count, Thread Diameter, and Percentage of Open Area.
Mesh Count (Mesh per Inch / cm)
This indicates the number of threads per linear inch (tpi) or centimeter (tpcm). Low mesh counts (15 to 86 tpi) feature larger openings designed for heavy, viscous inks like glitters, puff inks, and heavy plastisols. High mesh counts (230 to 420+ tpi) utilize ultra-fine threads to render micro-grooves, half-tones, and high-definition electronic traces.
Thread Diameter (D)
Expressed in microns ($\mu\text{m}$), thread diameter directly impacts the mechanical strength of the screen and the thickness of the wet ink deposit. For instance, a 110T-40 mesh means 110 threads per centimeter with a 40-micron thread diameter.
-
Thicker threads (e.g., 120T-34 vs. 120T-31): Provide higher mechanical durability, slower tension loss, and longer screen life on automatic presses.
-
Thinner threads: Offer a larger open area, reducing printing pressure and allowing finer ink deposition, which is critical for graphic halftones and membrane switches.
Open Area (%)
The open area is the percentage of total screen space that consists of open holes. Higher open area percentages allow for faster printing speeds and lower squeegee pressure, though it reduces the maximum tension threshold of the mesh.
3. Macrokun Mesh Technical Selection Matrix
To simplify your procurement and engineering workflows, here is a breakdown of standard monofilament polyester mesh specifications and their optimized industrial applications:
| Mesh Count (Threads/cm) | Mesh Count (Threads/Inch) | Nominal Thread Diameter (μm) | Mesh Opening (μm) | Open Area (%) | Primary Target Industry / Application |
| 15T | 38 mesh | 100 | 540 | 71% | Textile glitter inks, heavy shimmer, carpet printing |
| 43T | 110 mesh | 80 | 145 | 40% | Standard textile plastisol, athletic wear, block letters |
| 77T | 200 mesh | 55 | 70 | 30% | Fine textile graphics, shopping bags, dark fabric underbases |
| 90T | 230 mesh | 48 | 60 | 31% | Ceramic tile glaze, glass decoration, fine paper printing |
| 120T | 305 mesh | 34 / 40 | 45 / 37 | 30% / 23% | PCB solder mask, UV graphic inks, membrane switches |
| 140T | 355 mesh | 31 | 37 | 27% | High-definition electronics, micro-circuits, solar panel busbars |
| 165T | 420 mesh | 27 | 30 | 25% | Ultra-precise industrial calibrations, smart-glass electronics |
4. White Mesh vs. Yellow Mesh: Eliminating Light Scattering
When ordering your polyester screen printing mesh, you will face a choice between white and yellow fabric. The choice is determined entirely by your exposure physics.
-
White Mesh (Typically used below 100T/250 Mesh): White threads are highly economical and work perfectly for coarser specifications where ultra-sharp edge definition is not the limiting factor.
-
Yellow Mesh (Essential above 100T/250 Mesh): During the UV exposure phase of stencil making, light enters the emulsion layer and hits the mesh threads. White threads act like tiny mirrors, scattering and reflecting UV rays horizontally underneath the artwork film. This phenomenon, known as light undercut or halation, narrows your fine lines and distorts halftones. Macrokun’s dyed yellow mesh absorbs UV light, preventing internal reflections and ensuring that a 50-micron line on your film remains exactly a 50-micron line on your exposed screen.
5. The Manufacturing Edge: How Macrokun Ensures Zero-Defect Weaving
Achieving elite performance from industrial polyester mesh requires high-precision manufacturing. At Macrokun Mesh, we have structured our production lines around advanced European weaving technology and rigorous quality control protocols to eliminate the common variables that cause premature screen failure.
Premium Raw Material Selection
Every roll of Macrokun mesh begins with high-molecular-weight, ultra-low-elongation polyester monofilament yarns sourced from premier suppliers in Switzerland and Japan. This ensures high initial tensile uniformity before the yarn even touches a loom.
Advanced Looms and Cleanroom Weaving
We utilize advanced high-speed projectile weaving looms (including specialized Sulzer-type configurations) operating under strict temperature and relative humidity controls. This precise environment prevents static accumulation, which can cause micro-twisting of the threads and uneven mesh openings.
Precise Heat Setting and Stabilization
After weaving, the mesh undergoes a critical washing and heat-setting process. By exposing the fabric to precisely calibrated tension and thermal profiles, we permanently lock the intersection points of the warp and weft threads. This process ensures that Macrokun mesh exhibits minimal tension drop-off after its first stretching cycle.
6. Optimization Guide: Tension, Stretching, and Frame Adhesion
To unlock the full potential of high-tension polyester screen printing mesh, stencil departments must adhere to precise stretching parameters.
Step 1: Clamp Distribution and Alignment
Ensure your pneumatic stretching clamps are placed evenly around the aluminum or steel frame. True plain-weave mesh must be aligned perfectly parallel to the clamp lines to avoid diagonal distortion.
Step 2: Progressive Stretching (The Two-Phase Method)
Do not rush the tensioning process. Rapid tensioning creates localized thermal stress at the yarn intersections, leading to premature popping.
-
Initial Pull: Increase tension at a rate of 2–3 N/cm per minute until you reach 80% of your target tension (e.g., pulling to 20 N/cm for a 25 N/cm target).
-
Relaxation Period: Let the mesh rest for 15 minutes. This allows the polyester molecules to distribute the stress evenly.
-
Final Pull: Bring the mesh up to its final target value. Check the tension across five zones (center and four corners) using a calibrated mechanical or digital Newton meter.
Step 3: Frame Degreasing and Adhesion
Before applying two-part polyurethane mesh adhesive, the frame surfaces must be sanded and completely degreased. Once glued, allow the frame to cure fully under room temperature before cutting it free from the stretching system.
7. Troubleshooting Common Mesh and Stencil Failures
| Symptom | Root Cause | Preventive Solution |
| Premature Screen Popping During Print | Knick marks from squeegee nicks or localized over-tensioning during stretching. | Use progressive stretching methods; regularly inspect squeegee blades for nicks; use Macrokun high-elasticity grades. |
| Moiré Patterns in Prints | Interference between the mesh lines and the print image’s halftone dot pattern. | Angle the film positive by 4° to 7° relative to the mesh orientation, or upgrade to a higher mesh count. |
| Emulsion Delamination (Peeling) | Poor physical anchoring caused by oily residues or insufficient mesh preparation. | Use a dedicated mechanical degreaser and mesh prep agent to improve the surface energy of the monofilament PET threads. |
| Inconsistent Print Deposit (Thick & Thin Zones) | Severe tension variation across the screen surface due to old, uneven pneumatic clamps. | Upgrade to synchronized pneumatic stretching systems and monitor screen tension across five distinct physical zones. |
8. Frequently Asked Questions (FAQ)
Q: What is the difference between "T" and "HD" designations in polyester mesh?
A: "T" stands for standard thread diameters, which provide an excellent balance of longevity and ink flow for most industrial operations. "HD" (Heavy Duty) utilizes a slightly thicker thread within the same mesh count, providing increased mechanical resistance and higher tension capabilities, making it ideal for high-pressure, abrasive ink printing.
Q: Can polyester mesh completely replace stainless steel mesh for electronic printing?
A: Stainless steel mesh remains dominant for ultra-dense applications requiring sub-30-micron line widths due to its near-zero elongation. However, modern ultra-high-tension polyester mesh from Macrokun offers a more cost-effective alternative for standard PCB solder masks, membrane touchpads, and solar panels, providing excellent flexibility over curved substrates.
Q: How many times can a high-quality polyester screen be reclaimed?
A: When using premium monofilament mesh like Macrokun and reclaiming with proper enzymatic chemicals (avoiding caustic over-exposure), a standard aluminum frame screen can easily be reclaimed 15 to 25 times before the mechanical tension drops below functional printing limits.
Conclusion: Partner with Macrokun Mesh for High-Yield Production
Your stencils are only as reliable as the fabric supporting them. Investing in high-performance polyester screen printing mesh minimizes downtime from torn screens, reduces registration adjustments during extended runs, and ensures clean ink deposition with every squeegee pass.
At Macrokun Mesh, we combine premium raw materials, advanced European weaving standards, and strict quality control to deliver high-tension, low-elongation monofilament polyester mesh. Whether you require standard master rolls for textile lines or specialized yellow mesh for micro-electronics, our team provides technical support, custom cutting, and consistent quality.
Optimize your stencil performance and reduce your production scrap rates today. [Contact Macrokun Mesh's Technical Sales Team] for custom spec quotes, volume pricing tiers, and sample rolls tailored to your specific application requirements.

polyester mesh tension






Tags:
 WhatsApp
WhatsApp