The Definitive Guide to Industrial Screen Printing Materials: Matching Mesh, Frames, and Chemistry for High-Yield Runs
At Macrokun Mesh, we engineer the absolute foundation of your screen printing materials system. By utilizing premium, low-elongation polyester monofilament yarns and precision-welded aluminum frames, we deliver custom-manufactured screen foundations tIn industrial and high-volume graphic production, screen printing is far more than an art form—it is a tightly calibrated mechanical and chemical process. Every component within your setup acts as a variable. A slight mismatch between your screen printing materials can lead to immediate failure: premature tension loss, ghosting images, uneven ink deposits, or stencils that breakdown mid-run on automatic presses.
Whether you are printing multi-layer printed circuit boards (PCBs), membrane switches, automotive glass, or high-density textile graphics, achieving a zero-defect line relies on selecting compatible, high-grade supplies. This engineering-focused guide analyzes the core screen printing materials required for precision manufacturing, establishing the technical benchmarks utilized by global industry leaders and Macrokun Mesh.

1. The Foundation: Screen Printing Mesh (Polyester vs. Nylon vs. Stainless Steel)
Among all screen printing materials, the mesh is the absolute governor of ink deposit thickness, edge definition, and dimensional registration. Selecting the proper fiber chemistry and weave configuration dictates the behavior of your entire line.
Monofilament Polyester Mesh
Monofilament polyester (PET) is the undisputed workhorse of modern industrial printing. Its high tensile strength combined with ultra-low elongation allows screen makers to stretch the fabric to high Newton levels ($\text{N/cm}$) with minimal structural deformation. Once stabilized, high-quality polyester mesh maintains its tension during long-run automatic cycles, ensuring tight registration control over thousands of prints.
Nylon Mesh
Nylon is characterized by high elasticity and excellent mechanical abrasion resistance. However, due to its high elongation and tendency to absorb moisture (which alters screen tension depending on ambient humidity), nylon is strictly reserved for printing onto uneven, highly curved, or deeply textured substrates (such as complex ceramic bodies or certain shaped containers) where the mesh must physically conform to the object.
Stainless Steel Mesh
For micro-electronics, solar cells, and fine-line touch panels requiring sub-30-micron traces, stainless steel wire cloth is utilized. It offers near-zero elongation and maximum stability, though it lacks the flexibility of synthetic fabrics and requires specialized, heavy-duty tensioning equipment.
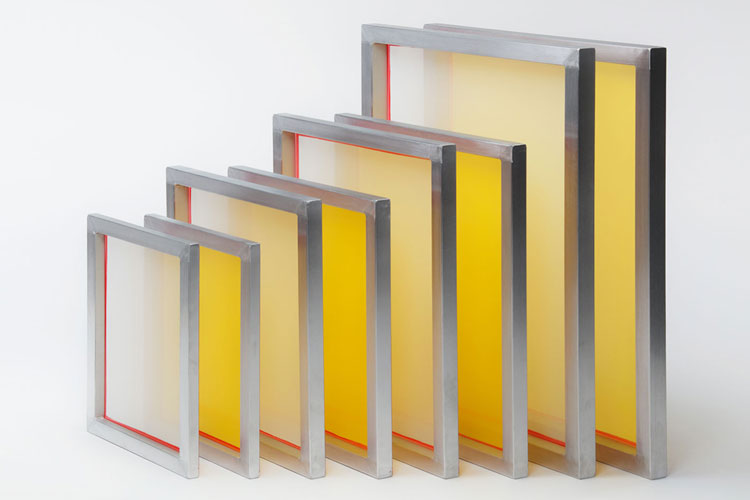
2. Screen Frames: Maximizing Rigidity Under Mechanical Load
Your frame is the structural anchor of your stencil. It must withstand cumulative inward forces reaching thousands of pounds of tension without flexing or bowing. If a frame warps even a fraction of a millimeter, your screen tension drops, destroying your print register.
-
Wood Frames: While economical for short, manual DIY textile runs, wood frames are entirely unsuited for professional setups. They absorb water and solvents during washout and reclaiming, leading to warping, rot, and immediate loss of flat mesh alignment.
-
Aluminum Screen Frames: The global industry standard for automated and high-precision printing. Extruded aluminum frames offer an exceptional strength-to-weight ratio, remain perfectly flat through countless reclamation cycles, and are highly resistant to aggressive screen chemistry. Macrokun Mesh pairs its premium high-tension polyester mesh with precision-welded, watertight aluminum profiles, pre-angled and pre-conditioned for immediate industrial integration.
-
Self-Tensioning (Retractable) Roller Frames: Used in highly specialized graphic shops, these allow manual tension adjustments on the fly. However, they require extensive maintenance and are significantly heavier than standard aluminum profiles.
3. Emulsion and Stencil Chemistry: Resolving Micro-Details
To convert raw screen printing materials into a functional printing plate, you require a photosensitive coating capable of blocking ink flow with absolute accuracy. The choice of emulsion must match both your exposure hardware and the chemical composition of your inks.
Diazo Photopolymer (Dual-Cure) Emulsions
Dual-cure systems offer exceptional resolution, wide exposure latitudes, and excellent resistance to both solvent-based and UV-curable industrial inks. They are highly forgiving during exposure, making them ideal for high-definition halftone graphic reproduction and technical component marking.
SBQ-Pure Photopolymer (Pre-Sensitized) Emulsions
These emulsions require no manual mixing of diazo powder and boast ultra-fast exposure times. Because they cure rapidly under standard UV light sources, they are highly efficient for automated screen rooms, though they have a narrower exposure margin of error.
Water-Resistant vs. Solvent-Resistant Formulations
-
Water-Resistant Emulsions: Essential for printing with water-based textile inks or discharge inks. If a solvent-based emulsion is exposed to water-based ink, the water will chemically re-hydrate the unexposed stencil polymers, causing the image edges to soften and dissolve mid-run.
-
Solvent/UV Resistant Emulsions: Engineered to resist aggressive clean-up solvents, glycol ethers, and UV monomers found in electronics and glass inks.
4. Technical Material Synergy: Mesh Count vs. Ink Types
Achieving a flawless print requires pairing your mesh configuration with the particle size and viscosity of your ink matrix. Coarse pigments will block fine mesh holes, while low-viscosity inks will flood through coarse screens.
| Application / Target Print Material | Ink Chemistry Profile | Recommended Mesh Count (Threads/cm) | Recommended Mesh Count (Threads/Inch) | Optimized Squeegee Hardness (Durometer) |
| Heavy Textile Glitter / Shimmer | High-viscosity plastisol with large metallic flakes | 15T – 24T | 38 – 60 Mesh | 60 – 65 ShA (Soft) |
| Standard Textile Graphics / T-Shirts | Medium-viscosity plastisol / water-based inks | 43T – 77T | 110 – 200 Mesh | 70 ShA (Medium) |
| Ceramic Tile & Glass Decoration | Vitrified glazes, solvent-based inorganic inks | 90T – 100T | 230 – 250 Mesh | 70 / 90 / 70 ShA (Triple) |
| PCB Solder Mask / Membrane Switches | Specialized epoxy resins, UV-curable dielectric inks | 120T – 140T | 305 – 355 Mesh | 75 – 80 ShA (Hard) |
| Ultra-Fine Electronics / Solar Cells | High-density conductive silver/carbon pastes | 150T – 165T | 380 – 420 Mesh | 80 – 85 ShA (Very Hard) |
5. Squeegees and Flood Bars: Controlling Dynamic Ink Deposition
The squeegee is the dynamic catalyst among your screen printing materials. It performs two simultaneous tasks: it shears the ink across the screen opening and deflects the high-tension polyester mesh downward into brief, intimate contact with the substrate (the snap-off point).
Polyurethane vs. Rubber
Modern industrial lines exclusively utilize molded polyurethane blades. Polyurethane resists the swelling and structural softening caused by industrial solvents and UV inks far better than traditional rubber compounds.
Squeegee Hardness (Durometer / Shore A)
Squeegee flexibility modifies the physical volume of ink deposited onto your target surface:
-
60 – 65 Durometer (Soft): Bends easily under pressure, driving a thick, heavy layer of ink through the screen. Ideal for heavy textile puff inks or laying down opaque underbases on dark garments.
-
70 – 75 Durometer (Medium): The universal baseline balance for graphic and general industrial printing, providing stable deposit control with good edge clarity.
-
80 – 85+ Durometer (Hard): Minimizes blade flexing under high automatic press downforce. Essential for high-mesh counts (305–420 tpi) where you must prevent ink pooling and ensure crisp, micro-fine line profiles in electronic manufacturing.
-
Composite/Triple Durometer (e.g., 75/90/75): Features a rigid 90 Durometer inner core sandwiched between two softer outer layers. This provides the immense structural support of a hard blade (preventing bending) while retaining the smooth ink-shearing characteristics of a softer tip.
6. Pre-Press Prep and Reclaiming Chemicals: The Unsung Heroes
The stability of your stencil depends heavily on how your screen printing materials are treated before and after exposure.
Mesh Degreasers
New monofilament polyester mesh carries microscopic residues of industrial lubricants and silicone oils from the high-speed weaving looms. If you coat a raw screen without degreasing it first, the emulsion will fail to form a solid mechanical bond with the smooth PET cylinders, resulting in pinholes and early stencil delamination. Professional mesh degreasers modify the surface energy of the fabric, ensuring uniform emulsion wet-out.
Stencil Strippers (Reclaimers)
Periodic iodine or metaperiodate-based chemical solutions break down the cross-linked polymers within exposed emulsion without attacking the underlying polyester threads. This allows commercial shops to reuse their premium aluminum frames and mesh up to 25 times, dramatically reducing capital material expenditure.
Haze Removers (Ghost Image Cleaners)
Over extended production runs, reactive inks and UV pigments can leave behind microscopic chemical silhouettes—known as ghost images—locked inside the mesh knuckles. Caustic or solvent-active haze removers dissolve these bound pigments, completely restoring the open area percentage of the screen fabric for subsequent jobs.
7. Troubleshooting Screen Printing Material Conflict
| Production Failure | Material Compatibility Root Cause | Corrective Process Action |
| Image Edges Bleeding / Fuzzy Profiles | Squeegee blade is too soft or worn flat; or mesh count is too low for ink viscosity. | Upgrade to a higher durometer squeegee (75-80 ShA); sharpen blade edge; increase mesh count to restrict fluid flow. |
| Pinholes Appearing Mid-Run | Dust contamination during emulsion coating; or failing to use a mesh degreaser on new fabric. | Implement a strict cleanroom drying protocol; apply a dedicated industrial degreaser before coating emulsion. |
| Mesh Snapping on the Press | Frame flexing due to weak structural profiles; or exceeded the structural Newton limit of the PET yarn. | Transition from wood/thin frames to heavy-walled aluminum frames; monitor stretching limits with a calibrated Newton meter. |
| Inconsistent Ink Deposit Across Large Prints | Uneven tension distribution across the screen surface caused by manual or failing stretching clamps. | Utilize synchronized pneumatic stretching systems; check tension uniformity across a 5-point matrix before gluing. |
8. Frequently Asked Questions (FAQ)
Q: Why should I choose dyed yellow mesh over traditional white mesh for fine lines?
A: White polyester fibers reflect and scatter UV light horizontally underneath your positive film artwork during the exposure phase. This phenomenon, called light halation, undercuts your image details, making fine lines narrower or blowing out fine halftone dots. Yellow mesh absorbs UV wavelengths, preventing horizontal light bounce and ensuring that your exposed stencil perfectly matches the dimensions of your artwork film.
Q: How does ambient room temperature affect screen printing materials?
A: Synthetic meshes, emulsions, and chemical inks are highly sensitive to climate changes. High humidity slows emulsion drying and can cause premature stencil breakdown, while extreme temperature fluctuations modify ink viscosity, altering how easily it shears through fine mesh openings. Maintaining a climate-controlled screen room ($20\text{-}22^\circ\text{C}$, $45\text{-}55\%$ RH) is critical for consistency.
Q: Can I reuse an aluminum frame if the polyester mesh tears?
A: Absolutely. Aluminum screen frames are built to handle dozens of reclamation and re-meshing cycles. You simply grind away the old cured polyurethane mesh adhesive, sand and degrease the profile surface, and apply a fresh layer of high-tension monofilament polyester mesh.
Conclusion: Elevate Your Print Consistency with Macrokun Mesh
Every link in your production chain matters, but your stencils can only perform as well as the substrate supporting them. High-grade ink, precision squeegees, and premium emulsions lose their value if bound to a warping frame or an unstable, low-tension mesh.
At Macrokun Mesh, we engineer the absolute foundation of your screen printing materials system. By utilizing premium, low-elongation polyester monofilament yarns and precision-welded aluminum frames, we deliver custom-manufactured screen foundations that maintain rigid tension control, withstand aggressive chemical reclamation, and maximize your production yield rates.
Stop fighting registration shifts and premature screen failure on your automated press lines. [Contact Macrokun Mesh’s Engineering Sales Team Today] to request precision spec datasheets, tailored volume pricing tiers, and sample mesh swatches configured exactly for your high-performance industrial application.

Next:none






Tags:
 WhatsApp
WhatsApp